China’s leading aluminum foil producers benefit from integrated supply chain management practices that maximize cost savings passed on to customers. Strategic domestic sources of primary aluminum gain procurement advantages. State-of-the-art rolling mills and precision slitters maximize production from thickness tolerances of less than one micron. Huge shipping container volumes from purpose-built ports consolidate international deliveries. Bonded warehouses offer bulk storage and breakpack options. Online ordering systems streamline purchasing.
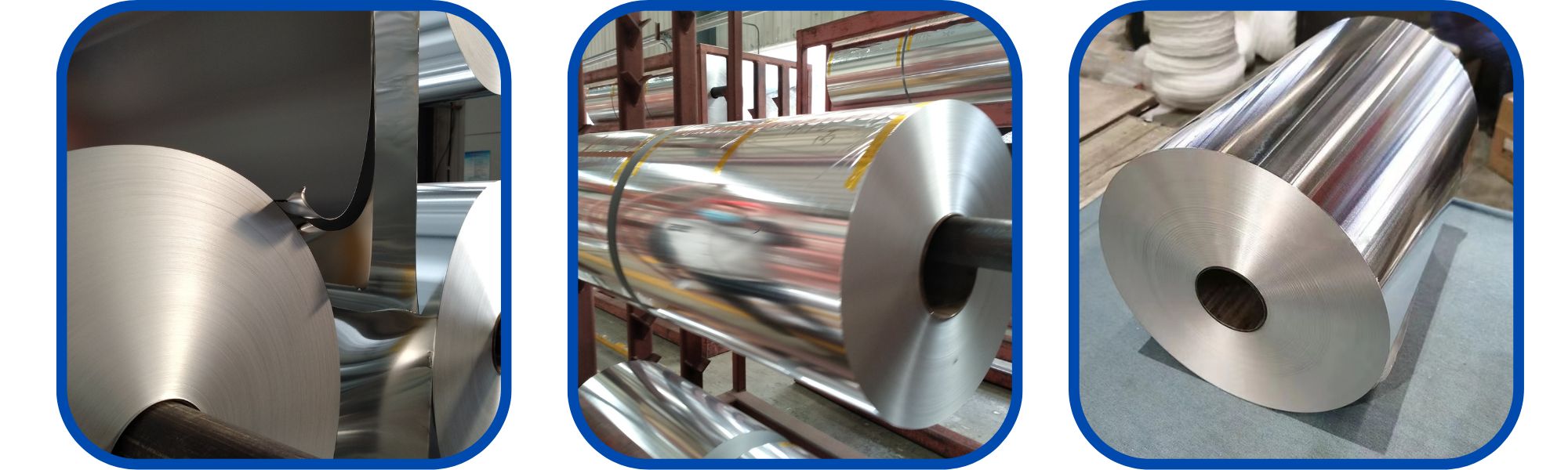
Despite the low cost, the quality remains paramount. Ongoing investment in innovations such as digital inspection technology ensures cut edges are bur-free and there are no cracks or veins. Strict process controls mandate record keeping and certification to standards such as ISO 9001 . When used in food applications, no detectable traces of harmful substances are observed.
Sustainability gradually improves over time. The major generation facilities of solar panels and hydroelectric power are carbon-free. AI-assisted sorting maximizes post-industrial scrap recycling that is re-melted back into production. R&D focuses on composite formulations containing aluminum with other recycled materials such as paperboard.
In summary, China’s aluminum foil’s low price point, guaranteed quality and responsible manufacturing practices reinforce its essential role as a global affordable raw material aluminium foil manufacturing sustenance for generations through innovations in hygienic and protective packaging.
China aluminum foil producers constantly optimize the conversion process to minimize input and maximize throughput. State-of-the-art rolling mills tailor gauges below 10 microns with unprecedented precision and consistency for medical packaging. New pulverization techniques restore shape rather than grind precious metal alloys. Pilot plants test metalized laminate technology by depositing barrier layers without compromising flexibility. Successful prototypes scale quickly cost-effectively to meet niche market needs.
Customization empowers application development. Tailored surface properties and controlled vapor convection barriers enable new packaging frontiers such as self-venting pouches or selective breathability. Digital printing attaches variable images on demand without tooling charges. Checklists assess particular solutions that enhance global health, food security and greater benefits. The versatility of raw material aluminium foil drives economy, performance and sustainability in various sectors.
| material: | Raw Materials Aluminum Foil |
| Sizes: | A variety of sizes can be made as clients' requirements. |
| Alloy/temper: | 8011 1235 8079 8006 / O H14 H18 H19 H22 H24 |
| Color: | Silver |
| Thickness: | 0.006mm-0.2mm |
| Feature: | Jumbo Roll |
| Packing: | Wooden case |
| Customized: | Provide OEM and ODM. |
| Application: | 1.used in food packaging, making food container, flexible packaging,industrial etc |
| 2.decoration food | |
| MOQ: | 3 Tons |
Quality assurance underpins the reliability of aluminum foil as an industrial input. Certifications such as ISO 9001 validate adherence to controls by ensuring dimensional consistency, surface quality and mechanical properties. Real-time process monitoring tracks precisely calibrated variables. Statistical sampling subjects coils to simulated distribution abuse exceeding international specifications, verifying integrity. No detectable contaminant migration occurs when used in direct food contact or medical applications.
Sustainably sourcing remains a priority. Domestic suppliers obtain primary aluminum through methods that use best discharge practices. Most of the generation plants generate surplus renewable energy locally. The internal scrap recycling program diverts more than 90% of process waste from landfills back into production through advanced sorting technology. Consortiums pioneer new composite formulations combining aluminum with recycled paper or plastic to build a circular economy.
Education initiatives foster understanding. University R&D cultivates applications of raw material aluminium foil at the nanoscale for electronics, coatings or biomedical uses. Community programs exemplify its invisible yet vital presence that enables global access to nutrition and healthcare. Policy roundtables provide a neutral forum for tackling barriers to fair product sourcing, transformation and end-of-life management through cooperative dialogue. By cultivating known cultural support around the world, aluminum foil reinforces its essential nature as an industrial raw material that responsibly powers livelihoods and economic prosperity.
China’s position as the leading global supplier of aluminum foil stems from its unparalleled manufacturing expertise gained through continuous technological advancement. State-of-the-art rolling mills tailor a huge range of gauges from 3 microns enabling new medical packaging up to 300 microns for kitchen wrap. Precision slitting reduces thickness variations to less than 2 microns. The recovery process maximizes metal yields from downcycled complex shapes without resorting to energy-intensive grinding. Successful prototypes releasing sustainable composite formulations with more than 60% post-consumer content rapidly increase production volumes worldwide.
Comprehensive quality assurance underpins the reliability of aluminum foil. Certification to ISO 9001 and FDA standards mandates real-time tracking of manufacturing variables ensuring dimensional consistency and surface quality. Electronic scanning detects even micron-scale defects. Random sampling subjects aluminum foil to simulated distribution conditions that far exceed specification to verify barrier characteristics and recycled content claims. There is no detectable chemical migration when used in medical applications that ensure food contact or consumer safety.

Education leads to better understanding. University collaborations leverage the characteristics of aluminum foil to foster interdisciplinary problem solving. Public promotion exemplifies its often invisible yet essential presence enabling global access to nutrition and modern conveniences through recyclable packages. Policy roundtables bring together diverse voices to address challenges such as aluminum alloy sorting technology that supports the transition to closed-loop manufacturing. By empowering communities with information, aluminum foil, as the world’s leading versatile raw material, plays its essential role in nourishing socio-economic progress responsibly for generations to come.
Aluminum foil manufacturers constantly explore new material innovations to expand the product’s capabilities. Areas of emphasis include the mechanical strength of composite integration foils along with other recycled material properties. Pilot Productions tests multilayer laminates combining foil with paper, bioplastic or wax coatings to more sustainably replicate legacy plastic formats. Some prototypes meet compostability standards for disposal via industrial or domestic systems. Additionally, digital printing enables variable data imprinting on demand without the cost of equipment.
Partnerships accelerate profitable growth. University collaboration prototypes micro-perforation patterns optimizing breathability and safety for food packaging applications. Consortiums explore biomimicry, applying principles from nature to design layouts to maintain optimal interior package environments without compromise. Sponsors of the community initiative leverage the formability of aluminum foil in educational workshops, generating interest in materials science, engineering and sustainability careers.
As the leading global supplier of aluminum foil, China is leading the way with its international allies in the responsible management of this versatile raw material. Solar and hydropower are increasingly making major manufacturing facilities carbon neutral. Aims of the invention include closed-loop recycling realizing the infinite recyclability potential of foil. The education initiative cultivates an understanding of the technical merits of aluminum compared to petroleum alternatives. Through collaboration, the availability of aluminum foil remains affordable and traceable, nourishing the global community with healthy and protective packaging solutions now and for future generations.