In which industries is Aluminum Foil used?
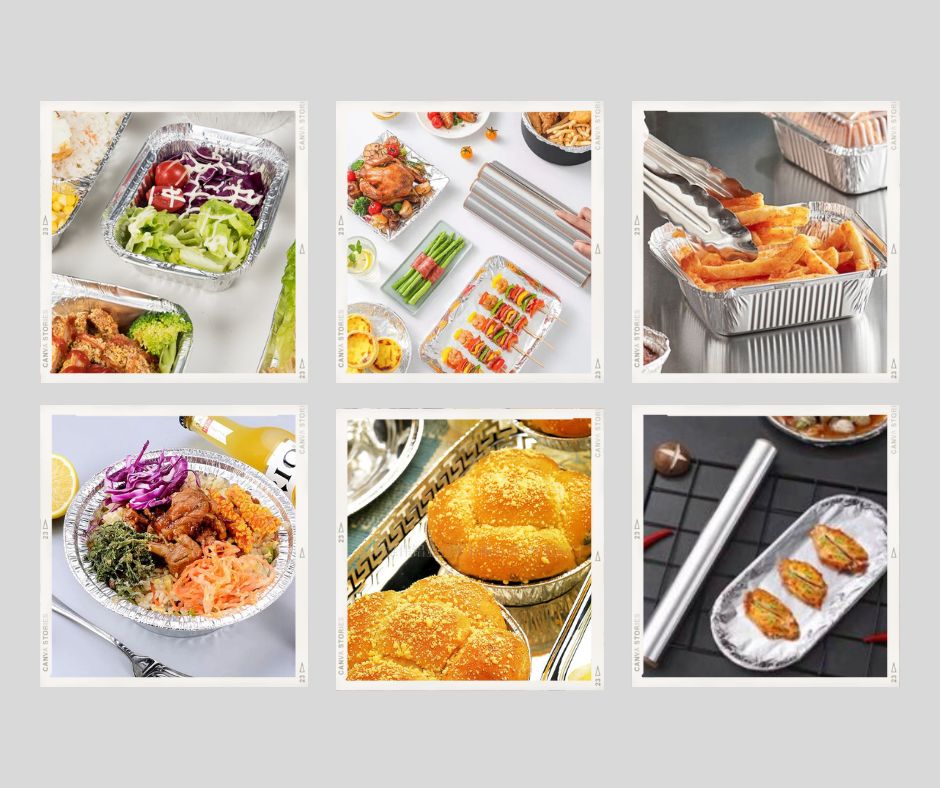
♦ Aluminium Foil for Food Packaging Industry
Food packaging: both safety and freshness are required.In the field of food packaging, the top priority for aluminum foil is food safety and extended shelf life. Therefore, this aluminum foil has special requirements for the raw materials.
High purity requirements: food-grade aluminum foils usually use aluminum material with 99.5% purity or higher to strictly control the content of harmful elements such as lead, cadmium, etc., so that no contamination occurs when coming into direct contact with food.
Balance of thickness and barrier properties: depending on the packaging, the thickness range of aluminum foil is usually 6-20 micrometers. The thin one is used for packaging chocolate and butter, while the thick one is used for powdered milk and coffee, which require more rigorous partitioning. Regardless of the thickness, the pinholes must be completely eliminated to prevent oxygen, water and light from penetrating.
Surface treatment process: food packaging aluminum foil has a lot of special surface treatment, which makes it easy to combine with plastic film and form a stronger packaging structure. In addition, the surface treatment enhances the corrosion resistance of the aluminum foil and prevents the corrosion of the aluminum foil by acidic or alkaline foods.
♦ Aluminium Foil for the Pharmaceutical Packaging Industry
pharmaceutical packaging: ultimate protection and cleanliness
It is said that the requirements of aluminum foil for chemical packaging are the most stringent. This is because the effect of the drug is directly related to the safety of the patient.
Very high cleanliness standards: the production environment for pharmaceutical aluminum foils must meet GMP(good production standards) standards. Dust and microbial contamination are strictly controlled in the production process. Any fine impurities in raw materials can cause chemical contamination and chemical reactions.
Special coating technology: pharmaceutical packaging many aluminum foils are coated with a special layer of protection that not only improves the barrier properties but also can be easily broken under certain conditions. For example, aluminum foil used in foam cover packaging (blot packaging) requires a precise thermal coating that binds tightly to the plastic hard plate and can be removed easily at the same time.
Rigorous sterile requirements: many pharmaceutical packaging aluminum foils must be subjected to strict sterile treatment. It is especially used for packaging sterile products such as injections and eye drops. These aluminum foils are usually sterilized with gamma rays or epoxy-ethane during the manufacturing process.

♦ Aluminium Foil for capacitors / batteries Industry
Electricity and the electrical industry: expertise in conductivity and heat dissipation.
In this field, aluminum foil is more than just a packaging material, it is an important functional element.
High electrical conductivity requirements: capacitors, batteries and other electronic components require very high purity of aluminum foil, usually using 99.99% high purity aluminum. Impurities significantly reduce the conductivity of aluminum foil and affect the performance of electronic devices.
Special surface treatment: the surface of electronic aluminum foils requires a special etching process to form fine uneven structures, increase the surface area and improve the capacitor's ability to store charge. This process requires very high accuracy, which directly affects the performance parameters of the end product.
Accurate control of thickness and strength: aluminum foils for the power industry (such as transformer windings) require precise control of thickness tolerances. Typically within ±3%, they maintain a constant tensile strength and elongation rate while ensuring no breakage during machining and use.
♦ Aluminium Foil for Industrial Industry
Architecture and industry consider strength and weatherproofing.
In architecture, automobile and industrial applications, the expression and use requirements of aluminum foil are different:
Increased performance of alloying process: building aluminum foil is not usually pure aluminum, but added aluminum alloy foil such as manganese, magnesium, etc. to enhance strength and formability. For example, aluminum foil for building heat insulation often adopts aluminum alloy plates such as 3003 and 8006.
Combination structure design: the aluminum foil used in the industrial field is not used alone, but often combined with paper, plastic, glass fiber and other materials to form multi-functional composite materials. For example, the aluminum foil used in the heat insulation of the pipe is combined with glass cotton and rock cotton to provide heat insulation and moisture-proof functions.
Corrosion-resistant: aluminum foil on building exterior walls and in damp environments is anodized and painted to enhance weather and corrosion resistance, ensuring long-term use that does not discolor or corrode.

How do you choose the right Aluminum Foil?
Faced with many types and standards of aluminum foil, how to choose the best aluminum foil for your application? Here are some practical advice.
Cline the core needs of the application scene: is the interruptivity priority or the conductivity important? Are you looking for ultimate cleanliness or cost-effectiveness? You can narrow down your choices by clarifying your core needs.
HTMM Supply Household Aluminium Foil, Aluminium Foil Container Roll, Flexible Packaging Aluminum Foil, Industrial Aluminium Foil Roll, etc
Contact professional technical support: high quality aluminum foil suppliers usually offer technical support services and recommend the best materials and specifications according to their specific application.( Please Contact HTMM Aluminium Foil )

Small lot testing first: before large purchases, small lot testing should be done. Testing includes processing performance, final product performance and cost-benefit analysis.
Focus on certification and compliance: ensure that the aluminum foil you select meets relevant industry standards and regulatory requirements such as food level certification, pharmaceutical level certification, or specific industry standards. ( USFDA / EU ROHS / SVHC)
Choosing aluminum foil may seem simple, but it is actually a professional discipline. The right choice not only ensures the performance and safety of your products, but also reduces the cost of long-term use and increases your competitiveness. Today, with the progress of materials science, the application field of aluminum foil is continuously expanding the new alloy composition, coating technology and synthesis process. 8011 / 1235 / 8079 / 3003 /3004 Alloy Aluminium Foil .Understanding these different application scenes of aluminum foil requirements will help you make smarter decisions in product design and production, and finally gain an advantage in the market competition.