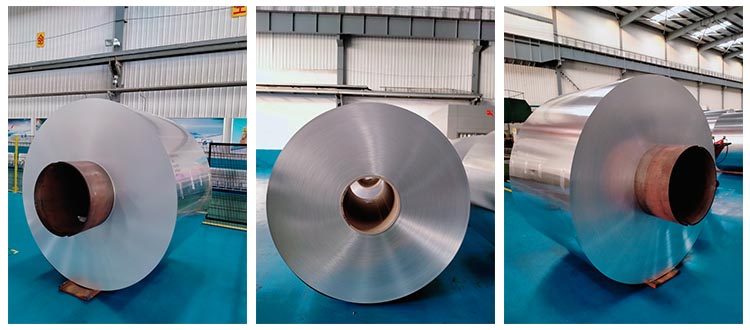
Why Choose 8011 Aluminum Foil
Aluminum foil 20 micron is a kitchen essential used for a variety of purposes like wrapping, baking, insulating, and shielding. Among the different types of packaging aluminum foil available, 8011 Aluminum foil stands out for its superior properties and performance. Here are the top reasons to choose 8011 packaging aluminum foil for your kitchen and other applications:

High Purity
8011 Aluminum foil is made from 8011 alloy which contains at least 99.5% pure aluminum. The remaining 0.5% may include trace elements like iron, silicon and copper. The high purity of 8011 roll machine foil makes it ideal for applications where contamination is a concern. Since 8011 foil does not contain unwanted elements, roll machine foil is suitable for food contact and pharmaceutical uses where purity is critical. The Minimal presence of impurities also results in better mechanical properties and corrosion resistance of 8011 aluminum foil.
Moisture Resistance
Due to its high purity and alloy composition, 8011 aluminum foil offers excellent resistance to moisture. This allows aluminium foil food to effectively contain moisture within wrapped or covered items for extended periods. Moisture resistance is an important property while using aluminium foil food for food storage and preparation. 8011 aluminum foil can create an effective barrier against external moisture as well as trap internal moisture released from food, keeping it fresh for longer. The ability of 8011 foil to resist moisture corrosion also makes it suitable for industrial and electrical applications.
Strength and Toughness
8011 alaminum foil paper for kans is relatively stronger and tougher compared to regular aluminum foil of lower purity. This is because the trace amounts of alloying elements like iron and silicon contribute to strengthening the aluminum matrix. The extra strength and rigidity of 8011 alaminum foil paper for kans allow it to withstand higher temperatures, pressures and mechanical stresses during usage. Its higher strength-to-weight ratio also makes it a more cost-effective option for applications requiring extra durability without significant increase in weight. The higher strength of 8011 foil further enhances its resistance to tearing, puncturing, and denting.

Corrosion Resistance
Corrosion resistance is another important attribute of 8011 aluminum foil stemming from its high purity composition. Since 8011 foil contains minimum impurities, it is less prone to corrosion when exposed to moisture, chemicals, and extreme environments. The corrosion resistant property of 8011 foil makes it suitable for wrappings, capsules and barrier applications in harsh conditions. It is commonly used for packaging culinary salts, spices, and chemical compounds due to its ability to maintain dimensional stability for long durations. 8011 aluminum foil can provide effective barrier against corrosion while containing virtually any material within its folds.
Thermal Stability
8011 Aluminum foil offers better thermal stability compared to regular pure aluminum foil. Though aluminum has high thermal conductivity, the addition of alloying elements in 8011 foil improves its ability to withstand high temperatures without losing structural integrity. The thermal stability of 8011 foil enables it to be used for applications involving direct heating or exposure to high temperatures up to 600°F. Commonly used for oven bakeware and grillware, 8011 foil effectively contains heat within without undergoing any physical changes. Its ability to maintain dimensional stability at high temperatures also makes 8011 aluminum foil suitable for industrial heating and insulation purposes.
In summary, 8011 aluminum foil stands out due to its high purity, strength, corrosion resistance and thermal stability. While these properties contribute to its higher cost, 8011 foil offers significantly better performance for applications where regular foil tends to fail. Where contamination, corrosion and mechanical stresses are a concern, 8011 aluminum foil provides the best solution. Its purity and composition make it safe for delicate applications like food contact and medicine wrapping where quality really matters.
Aluminum Foil: The Ultimate Solution for Packaging Efficiency
Packaging plays an important role in protecting products, extending shelf life and maintaining quality. While there are many packaging materials available, aluminum foil has emerged as one of the most efficient solutions due to its unique qualities. Some key benefits of using aluminum foil for packaging include:
Cost-Effectiveness
Aluminum foil is one of the most cost-effective packaging materials available. It is made from abundant and recyclable aluminum which has a high strength to weight ratio. This allows manufacturers to use very thin layers of foil to achieve the desired barrier and wrap properties while keeping costs minimal. Compared to other flexible packaging materials like plastics and polymers, aluminum foil offers outstanding barrier performance at a much lower cost.
Durability and Strength
Aluminum foil has exceptional strength and durability due to the inherent qualities of the aluminum material. It can withstand stresses, strains and impacts better than most conventional films and laminates used for packaging. Aluminum foil pouches, wraps and containers are puncture and abrasion resistant, making them highly durable even with rough handling during transportation and storage. The exceptional strength of aluminum foil allows manufacturers to downgauge and use thinner films without compromising performance.
Superior Barrier Properties
A key benefit of using aluminum foil for packaging is its outstanding barrier properties. Aluminum foil acts as an effective barrier against moisture, gases, light, and flavors. This helps preserve the freshness,quality and shelf life of products packed in foil. Aluminum's high impermeability to moisture and gases keeps products free from contamination and damage caused by external elements. Aluminum foil containers and wrappers also provide protection against UV light which can degrade the properties of light-sensitive products.
Recyclability and Sustainability
Aluminum foil packaging is highly recyclable and environmentally sustainable. Aluminum is one of the most recycled materials in the world with a recycling rate of more than 60%. Aluminum foil packaging can simply be shredded and melted down to manufacture new aluminum products with minimal energy costs. Also, aluminum foil laminates do not require additional coatings for barrier or printability which further enhances their recyclability and sustainability. The recyclability of aluminum foil makes it an eco-friendly alternative to plastic and polymer packaging.
Versatility
Aluminum foil offers manufacturers a high degree of versatility and format flexibility.





