Let’s start by describing the manufacturing process of large aluminum foil rolls. The transformation of heavy aluminum ingots into foils as thin as cicada wings involves several distinct stages, all of which are entirely mechanical. The first step is smelting: aluminum ingots of certified purity are placed in a high-temperature furnace and heated to above 700 degrees Celsius to be converted into molten aluminium. Specific alloying elements are added during this process, and impurities and trapped gases are removed using purification agents, ensuring that the molten aluminum is clean and uniform. The second step is continuous casting and rolling: the pure molten aluminum is cast between two rollers of a cast-rolling machine and pressed into a thin sheet of aluminum, usually 2 to 3 mm thick. This stage is similar to pressing melted butter into thin sheets, preparing it for the next thinning process. The third step is cold rolling: the cast aluminum sheet is fed into a cold-rolling mill, where it is passed through repeated rolling and annealing cycles. As it is rolled, its thickness is continuously adjusted. For annealing, the aluminum sheet is heated and then cooled to maintain its flexibility, so that it does not become increasingly brittle with each pass. Through several such iterations, the aluminum sheet becomes progressively thinner until it reaches the specified thickness required by the client—for example, 8011-H22 Aluminum Foil used for food containers is typically 0.08 to 0.2 mm thick. Finally, it is rolled in a large coil into a semi-finished product known as a large aluminum foil roll.

Rigorous inspection is essential throughout the manufacturing process; Lapses at any stage can lead to defects. This is because, since the product is intended for food contact containers, both safety and quality must meet the highest standards. The first type of inspection is material analysis: Freshly melted molten aluminum is tested to check its chemical composition, to ensure purity of aluminum and ratio of alloy elements meets established standards, and does not contain excessive levels of harmful substances such as heavy metals. This is followed by thickness inspection: special instruments are used to measure the thickness of the sheet after each rolling pass. The margin of error must be minimal; otherwise, the resulting vessels will have inconsistent wall thicknesses, predisposing them to collapse. Finally, a surface inspection is conducted to check for scratches, oil stains, or pin holes on the surface of the aluminum foil. Too many pinholes can lead to fluid leaks, while numerous scratches not only compromise the aesthetic appearance, but also increase the risk of foil tearing. Furthermore, the rigidity and ductility of the aluminum foil must be checked; Using special machines, the specimens are subjected to tensile and bending tests to ensure they meet H22 hardness standards and can be successfully stamped into various vessel shapes without cracking during the process. Finally, the completed jumbo rolls must be checked for the number of splices; Each roll of 8011-H22 Aluminum Foil should not contain an excessive number of splices, as this will adversely affect subsequent use by the consumer.
To successfully market large rolls of 8011-H22 Aluminum Foil—especially rolls intended for food container manufacturing—it is absolutely necessary to obtain the necessary certifications, as these serve as proof of the product’s compliance and safety. The most basic requirement is a domestic manufacturing license—commonly referred to as an "SC certificate"—for plastic and paper products in food contact applications. The holder of this license verifies that the product complies with household food-contact safety standards and is suitable for use in the production of food containers. This is followed by the National Standards Certificates; shall comply with GB/T 3198-2010 (National Standard for Aluminum Foil) and GB/T 3190 (Standard for Chemical Composition of Wrought Aluminum and Aluminum Alloys) so that its quality meets established standards. If the product is intended for export, the certification requirements become even more extensive. CE certification is required to ensure compliance with Regulation (EU) No 10/2011 for exports to the European Union; Exports to the United States require FDA certification to ensure that no harmful substances migrate into the food; LFGB certification is required for export to Germany; and exports to France require a DGCCRF certificate. These act as barriers to market entry for the respective regions; Without proper credentials, market access is impossible.
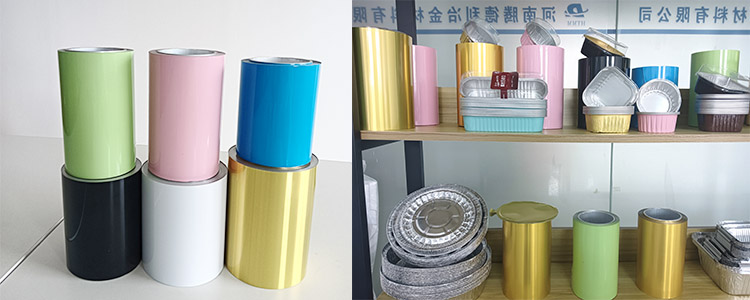
Finally, let us discuss the packaging methods and applications of these large aluminum foil rolls. Regarding packaging, the primary objective is to prevent damage during transportation and storage, exposure to moisture, and accumulation of dust. Typically, the surface of a large aluminum foil roll is first wrapped in a layer of plastic film to provide moisture and contamination resistance. The roll is then covered with a paper or plastic tube to prevent distortion of the core. Finally, the entire assembly is packed into a cardboard box or wooden crate and secured with strapping bands to prevent rolling or bumping during transit—actions that could otherwise wrinkle or damage the aluminum foil. The most significant use in terms of applications is in the manufacture of aluminum containers—such as disposable meal boxes, takeout containers, barbecue trays, cake trays, and Uncoated Lubricated Aluminum Foil lunch boxes.





